Добро пожаловать на наш сайт!

Когда слышишь 'стальной водогрейный котел большой мощности', многие представляют себе просто огромную железную коробку, которая греет воду. На деле же — это комплексная инженерная система, где каждый сантиметр металла работает на пределе, а малейший просчет в проектировании или сварке может вылиться не просто в остановку, а в серьезную аварию. Частая ошибка — гнаться за максимальной теплопроизводительностью, забывая о гидравлике, тепловых напряжениях и, что критично, о качестве стали и швов. У нас в ООО Сычуань Чуаньго Котлы через это проходили — были проекты, где при испытаниях под давлением давали о себе знать микротрещины в зонах термического влияния. Пришлось пересматривать всю технологию предварительного подогрева и постсварочной термообработки.
Разработка такого котла — это не начало, а продолжение. Исходные данные по температуре воды на выходе, давлению, требуемой мощности — это лишь вершина. Основная работа — в подборе марок стали. Для разных элементов одного котла — коллекторов, трубных пучков, барабанов — нужны разные марки, и все они должны работать в паре, с близкими коэффициентами теплового расширения. У нас на площадке в 81 акр есть своя лаборатория металловедения и термических испытаний, без этого — просто нельзя. Помню случай для одного из ТЭЦ: заказчик требовал использовать конкретную, более дешевую сталь для экранных труб. Мы отговаривали, но пошли навстречу. В итоге — уже через полгода эксплуатации началось интенсивное образование отложений и коррозия под ними. Пришлось полностью менять пакет труб на хромомолибденовую сталь, которую изначально и предлагали наши инженеры.
А дальше — сварка. Это вообще отдельная песня. Для стальных водогрейных котлов большой мощности сварные соединения — это не стыки, это потенциально слабые места. Автоматическая сварка под флюсом, аргонодуговая — все это должно быть не просто 'есть в цеху', а отработано до автоматизма сварщиками, которые прошли аттестацию по нашим же, очень жестким, стандартам. У нас для этого даже свой учебный центр по технологиям сварки построили. Без контроля — тоже никуда. Все 70 комплектов нашего оборудования для НК — радиография, ультразвук, магнитопорошковый метод — они не для галочки в сертификате. Это ежедневная рутина. Каждый метр основного шва проверяется, иначе — никак.
Испытания. Многие думают, что гидравлические испытания — это формальность. На самом деле, это последний и самый важный этап проверки всей конструкции. Мы проводим их на специальных стендах, имитируя рабочие и даже аварийные режимы. Давление поднимается ступенчато, с выдержками, чтобы отследить малейшую 'потливость' швов или деформацию. Именно здесь иногда проявляются те самые расчетные ошибки по распределению нагрузок, которые не видны на статичном чертеже в САПР.
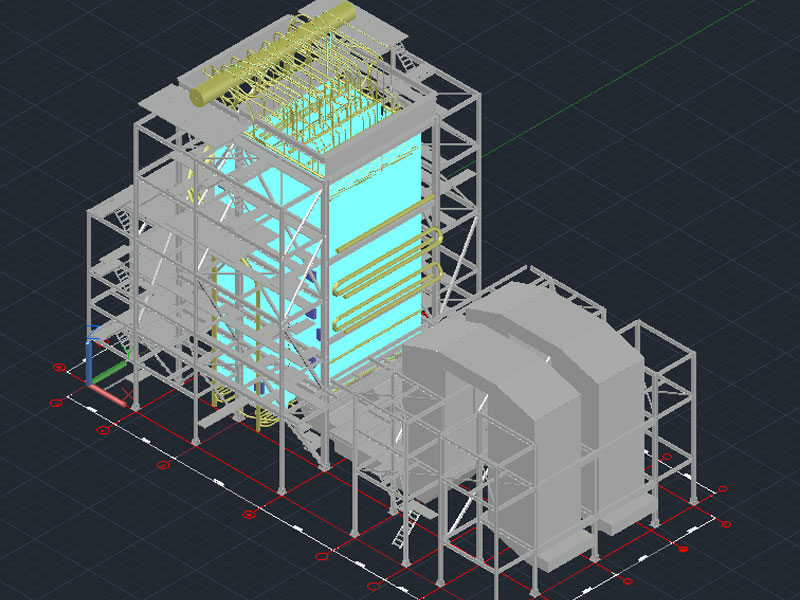
Когда говорят 'большая мощность', обычно имеют в виду тепловую, в мегаваттах. Но для инженера-конструктора важнее понятие 'удельная тепловая напряженность' топочного объема и поверхности нагрева. Можно сделать котел огромных габаритов с заявленной высокой мощностью, но если поверхность нагрева спроектирована неэффективно, он будет занимать много места, а КПД окажется ниже паспортного. Наша задача — 'упаковать' максимальную поверхность теплообмена в разумные габариты, обеспечив при этом нормальную циркуляцию воды. Застойные зоны — это гарантированный перегрев металла и выход из строя.
Здесь в игру вступает наш компьютерный центр. Мы моделируем гидродинамические и тепловые процессы в специализированном ПО. Это не просто красивая картинка, а инструмент для поиска компромисса. Иногда после моделирования приходится полностью перекраивать схему движения воды, добавлять дополнительные выравнивающие коллекторы или менять конфигурацию трубных пучков. Без такого подхода проектирование котлов большой мощности превращается в гадание.
Еще один нюанс — пуско-наладка. Самый совершенный котел можно 'убить' неправильным вводом в эксплуатацию. Резкий подъем температуры, несоблюдение графика повышения давления — все это создает колоссальные термические напряжения. Мы всегда настаиваем на участии наших специалистов в этом процессе. На одном из объектов в Сибири проигнорировали наши инструкции, решив запустить котел 'по-быстрому' к началу отопительного сезона. Результат — течь по сварному шву нижнего коллектора. Остановка, ремонт, срыв сроков. В итоге все равно пришлось делать все по нашей технологии, но с потерями времени и денег.
Многие недооценивают, насколько логистика и оснастка влияют на конечный продукт. Изготовление крупногабаритных секций или барабанов для стального водогрейного котла — это задача для прецизионного и тяжелого оборудования. У нас в парке более 60 таких единиц: гибочные прессы для толстостенных труб, станки для механической обработки коллекторов, стенды для сборки. Без этого просто не сделать деталь с нужной точностью.
Но даже идеально изготовленные узлы нужно где-то хранить и как-то транспортировать. Наша выделенная железнодорожная ветка — это не роскошь, а производственная необходимость. Когда собираешь котел для объекта за тысячу километров, возможность отгрузить крупногабаритный модуль напрямую в вагон решает множество проблем со спецтранспортом, разрешениями и сроками. Это напрямую влияет на стоимость и надежность поставки.
Лаборатории. Их у нас шесть, и они замыкают цикл. Физико-химический анализ сырья, испытания сварных образцов на разрыв и ударную вязкость, контроль готовых изделий. Особенно важны испытания в 'холодном состоянии' — проверка материалов на хладноломкость для котлов, которые будут работать в северных регионах. Это та самая 'проверка на прочность', которая отделяет просто изделие от надежного оборудования.
Вся эта инфраструктура — цеха, лаборатории, стенды — это лишь инструмент. Главное — это люди и накопленный опыт. Возможность компании разрабатывать, проектировать и производить котлы для энергоблоков до 350 МВт и выше — это не строчка из рекламного буклета. Это сотни реализованных проектов, каждый со своей спецификой. Городская котельная, требующая минимального уровня шума. Промышленное предприятие с переменным графиком нагрузки. Объект в сейсмически активной зоне.
Для каждого случая подход разный. Где-то нужно усилить каркас, где-то — предусмотреть дополнительные ступени очистки питательной воды, где-то — разработать особую схему обвязки. Этот опыт и есть главный актив. Его не купишь и не скопируешь быстро. Он формируется через анализ эксплуатации, через обратную связь с заказчиками, через разбор даже мелких инцидентов. Именно поэтому на сайте cgboiler.ru мы делаем акцент не на голых цифрах мощности, а на глубине технологического цикла — от разработки до контроля.
Вернемся к началу. Стальной водогрейный котел большой мощности — это всегда баланс. Баланс между стоимостью и надежностью, между компактностью и ремонтопригодностью, между стандартными решениями и индивидуальным подходом. Сделать просто 'большую железную бочку', которая греет воду, может многие. Сделать энергоэффективную, безопасную и долговечную систему, которая будет работать десятилетиями в условиях постоянных нагрузок, — это уже задача для тех, у кого за спиной не только современные станки, но и десятки лет практики, зафиксированной в технологических картах, и, что важнее, в головах инженеров и мастеров. Вот что на самом деле скрывается за этими тремя словами.