Добро пожаловать на наш сайт!

Когда говорят про утилизационный котел установки крекинга, многие представляют себе просто большой теплообменник на выходе из печи. Но это в корне неверно. На деле, это ключевой узел для энергоэффективности всего процесса, и его неправильная эксплуатация или проектировка может свести на нет всю экономию от крекинга. Часто сталкивался с тем, что на старых установках к нему относились как к вспомогательному оборудованию — отсюда и постоянные проблемы с сажеотложениями, низким КПД и коррозией. Сейчас подход меняется, но не везде.
Основная задача, конечно, утилизация тепла дымовых газов, температура которых на выходе из печи пиролиза может доходить до 900-1100°C. Но если просто поставить котел, он быстро выйдет из строя. Первая головная боль — сажеобразование. В газах содержится несгоревший углерод, который активно осаждается на поверхностях нагрева. Видел случаи, когда за полгода работы проходные сечения в конвективной части уменьшались на 30%, а температура газов на выходе росла. Приходилось часто останавливаться на механическую очистку, что било по экономике.
Вторая проблема — коррозия под отложениями. Особенно в зоне, где температура металла стенки трубы падает ниже точки росы серной кислоты. Это классическая 'низкотемпературная коррозия'. На одной из установок в Татарстане из-за неоптимального режима по пару за два года 'съело' почти целую секцию экономайзера. Пришлось полностью менять. Оказалось, что при проектировании неверно рассчитали температурный напор, и металл постоянно работал в опасной зоне.
И третье — это вопросы гидродинамики и обеспечения надежной циркуляции пароводяной смеси. Особенно в условиях переменной нагрузки печи крекинга, когда тепловая мощность может 'скакать'. Нестабильная циркуляция ведет к перегреву труб, образованию отложений внутри и, в итоге, к разрывам. Стандартные решения не всегда срабатывают, нужен точный расчет для конкретного состава сырья и режима.
За годы работы пришел к выводу, что универсального решения нет. Для верхней радиантной части, где тепловые потоки максимальны, часто используют трубы из высокохромистых сталей, например, марки 12Х18Н12Т. Они хорошо держат высокие температуры и сопротивляются окислению. Но они дороги. В конвективной зоне, где температура газов ниже, можно применять и низколегированные стали, но здесь уже критична борьба с коррозией.
Очень многое зависит от организации очистки. Сейчас все чаще применяют системы струйной очистки (сопла-лабиринты) или ультразвуковые десootлагатели. Но они тоже требуют тонкой настройки. Помню проект, где поставили слишком мощные паровые обдувочные аппараты — эрозия труб от струй пара оказалась почти такой же проблемой, как и сажа. Пришлось переделывать.
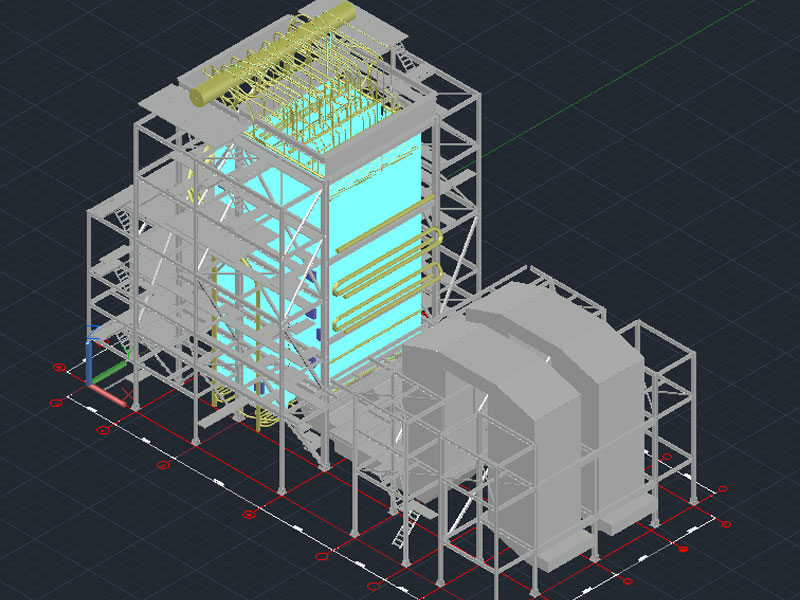
Отдельный разговор — это проектирование газоходов и расположение пучков труб. Неправильная геометрия приводит к зонам застоя газа, локальному перегреву и ускоренному зашлаковыванию. Лучшие результаты показывают котлы с развитой конвективной поверхностью, разбитой на несколько последовательных пучков с разным шагом труб. Это позволяет ступенчато охлаждать газы и более гибко управлять процессом.
Был у нас опыт модернизации утилизационного котла на одной из установок в Омске. По проекту, после замены секций экономайзера и радиантной камеры должны были получить прирост выработки пара на 15%. Расчеты были безупречны. Но на практике прирост составил лишь 7%. Стали разбираться.
Оказалось, что при эксплуатации, для снижения выбросов NOx, технологи печи изменили режим горения — увеличили коэффициент избытка воздуха. Это привело к росту объема дымовых газов и снижению их температуры на входе в котел. То есть, исходные данные для расчета котла уже не соответствовали реальности. Пришлось на ходу корректировать режим его работы, чтобы выйти на оптимальные параметры по пару и не допустить конденсации в хвостовых поверхностях.
Этот случай хорошо показывает, что утилизационный котел установки крекинга нельзя рассматривать в отрыве от работы печи. Это единая система. Любое изменение в режиме крекинга — сырье, степень конверсии, тип горелок — немедленно сказывается на работе котла. Поэтому сейчас при проектировании все чаще требуют динамические модели, а не статические расчеты для номинального режима.
Качество изготовления здесь не менее важно, чем расчет. Негерметичность сварных швов в зоне высоких температур — это прямая дорога к аварии. Поэтому контроль на всех этапах — от металла до готовых секций — должен быть безупречным. В этом плане интересен подход таких производителей, как ООО Сычуань Чуаньго Котлы (https://www.cgboiler.ru). У них на площадке в 81 акр развернута серьезная инфраструктура.
Наличие собственных лабораторий — физико-химической, по сварке, термических испытаний — это не для галочки. Это позволяет контролировать свойства металла на входе и качество соединений на выходе. Особенно важно, что они оснащены полным парком оборудования для неразрушающего контроля: радиографический (RT), ультразвуковой (UT), магнитопорошковый (MT) контроль. Для ответственных узлов утилизационного котла, работающих под давлением и при высоких температурах, такой контроль обязателен.
Их заявленные возможности — проектирование и производство котлов для станций до 350 МВт и сосудов давления до 300 тонн — говорят о том, что они могут браться за крупноузловую сборку. Это важно, потому что чем крупнее блоки поставляются на монтаж, тем меньше сварочных работ на самой площадке, где условия часто далеки от идеальных. Наличие выделенной железнодорожной линии подтверждает ориентацию на крупногабаритные отгрузки.
Сейчас тренд — это глубокая интеграция системы управления котлом-утилизатором с АСУ ТП всей установки крекинга. Не просто сбор данных, а предиктивная аналитика. Датчики, отслеживающие перепады давления по газовой стороне, могут сигнализировать о начале активного сажеотложения. Термопары в разных точках пучка — о нарушении циркуляции или образовании застойных зон.
В перспективе, думаю, мы придем к тому, что режим работы утилизационного котла будет в реальном времени подстраиваться под текущие параметры крекинга, предсказывая необходимость очистки или изменения расхода питательной воды. Это сложная задача, но она сулит существенный рост надежности и экономии.
В итоге, возвращаясь к началу, утилизационный котел установки крекинга — это сложный инженерный объект, требующий комплексного подхода: от точного теплового и гидродинамического расчета, выбора правильных материалов, до высококачественного изготовления с жестким контролем и грамотной интеграции в технологический процесс. Его нельзя 'просто купить'. Его нужно тщательно проектировать под конкретные условия и так же тщательно эксплуатировать. И тогда он станет реальным источником экономии, а не постоянной статьей расходов на ремонт.