Добро пожаловать на наш сайт!

Когда слышишь ?парогенератор на угле?, многие сразу представляют допотопную ?паровую машину?, дымящую трубу и горы угля. Это, пожалуй, самый живучий миф. На деле, современный угольный парогенератор — это сложный теплотехнический комплекс, где каждая деталь, от системы подачи топлива до узла очистки дымовых газов, просчитана до мелочей. И главная головная боль — не как сжечь уголь, а как сделать это эффективно, надёжно и с минимальным уроном для оборудования. КПД, зольность, температура шлаков — вот о чём на самом деле думаешь, глядя на проект.
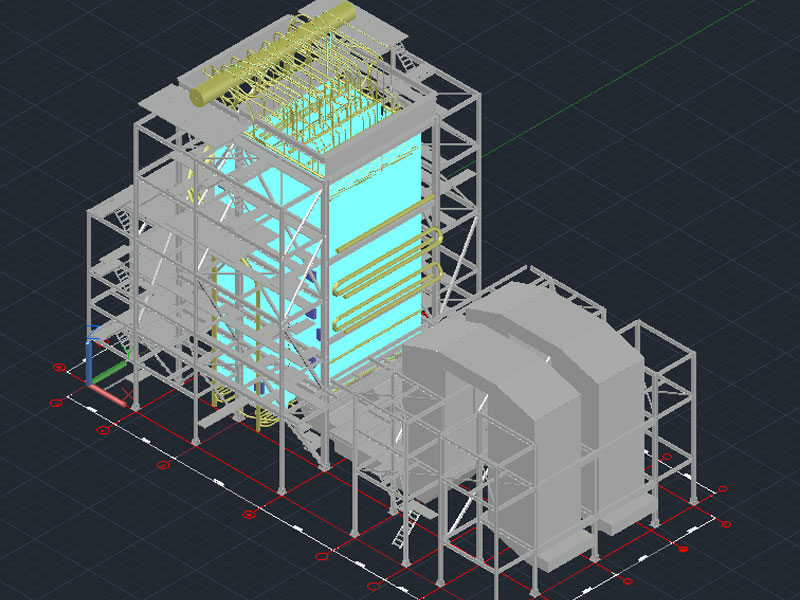
Взять, к примеру, проектирование топки. Казалось бы, всё по учебникам: объём, тепловое напряжение, аэродинамика. Но когда дело доходит до конкретного угля, скажем, с высоким выходом летучих или, наоборот, каменного, с низкой реакционной способностью, все расчёты приходится корректировать ?по месту?. Ошибка в выборе горелочного устройства или неправильный угол наклона фронтальной стенки могут привести к зашлакованности, прогару экранных труб и простою на недели. У нас на одном из ранних объектов в Сибири как раз попали на уголь с неожиданно высокой температурой плавления золы. Шлак не стекал в шлаковую воронку, а нарастал ?бородой? на стенах, пока не перекрыл часть газохода. Пришлось экстренно дорабатывать систему шлакоудаления и вводить дополнительные паропроводы для обдувки.
Или другой нюанс — коррозия. Высокосернистые угли — бич для хвостовых поверхностей нагрева, экономайзеров и воздухоподогревателей. Конденсация серной кислоты при низких температурах газов ?съедает? металл за сезон. Тут не обойтись без правильного расчёта температуры уходящих газов и выбора материалов. Иногда ставишь более дорогую нержавейку на наиболее уязвимые участки трубной доски воздухоподогревателя, чтобы избежать катастрофических утечек потом. Это не по ГОСТу, это уже из практики.
А система золоулавливания? Это отдельная история. Циклоны, рукавные фильтры, электрофильтры — каждый вариант требует своего пространства, своих условий по температуре и влажности газов. Помню, подрядчики поставили электрофильтр, не учтя, что наш уголь даёт золу с высоким удельным сопротивлением. Эффективность упала вдвое против паспортной. Пришлось вносить изменения в систему впрыска пара для кондиционирования газов, что тоже было не по проекту. Вот эти вот ?не по проекту? и составляют львиную долю опыта.
Всё это железо должно быть не просто сварено, а сварено на совесть. Работая с такими гигантами, как ООО Сычуань Чуаньго Котлы, видишь системный подход. У них на площадке в 81 акр есть не просто цеха, а целые технологические кластеры — по трубам, емкостям, даже по ядерному оборудованию. Но что действительно важно, так это их шесть лабораторий. Когда ты знаешь, что каждая сварная парогенератора на угле проверена не только визуально, но и прошла радиографический контроль (RT) и ультразвуковой контроль (UT), а критичные швы ещё и магнитопорошковым методом (MT), — спать спокойнее. Это не бумажки, это реальные снимки и графики, которые показывают отсутствие непроваров, пор и трещин.
Их учебный центр по технологиям сварки — это тоже не для красоты. Правильно подготовленный сварщик, который понимает особенности сварки толстостенных котловых сталей, молибденовых или хромомолибденовых труб — это половина успеха. Потому что даже идеальный проект можно угробить на этапе монтажа. Видел случаи, когда из-за неправильного режима сварки в зоне термического влияния возникали закалочные структуры, которые потом, в процессе гидроиспытаний, дали микротрещины. Дорогостоящий простой и переделка.
А их парк оборудования для испытаний, включая контроль на проникновение (PT) и вихретоковый контроль (ET), позволяет проверять не только швы, но и базовый металл после гибки или штамповки. Для ответственных узлов, вроде барабана или коллекторов парогенератора на угле, это критически важно. Напряжения в металле после формовки — вещь коварная.
Современный промышленный парогенератор на угле — это не агрегат, который можно привезти на двух фурах. Барабан котла для блока 300 МВт может весить под 200 тонн, секции топки — это габаритные негабаритные грузы. Наличие у производителя собственной железнодорожной ветки, как у Чуаньго Котлы, — это огромный плюс. Это значит, что готовые блоки можно сразу грузить на платформы, минуя долгую и рискованную перевалку с автотранспорта. Это экономия времени и снижение риска повреждений при погрузке-разгрузке.
Более 800 комплектов основного производственного оборудования, включая прецизионные станки для обработки толстого металла, — это возможность изготавливать крупные узлы целиком, а не сращивать из кусков на месте. Меньше монтажных швов — выше общая надежность. Для того же барабана или корпуса пароперегревателя это принципиально.
Их заявленная возможность производить сосуды под давлением весом до 300 тонн и, что важно, ядерного класса — говорит о культуре производства и уровне контроля. Методы и стандарты, применяемые для ядерной продукции, на порядок строже. И если компания с ними справляется, то с обычным, хоть и крупным, угольным парогенератором проблем быть не должно. Это как раз тот случай, когда опыт в сверхсложной области работает на пользу в смежной.
Раньше главным был параметр — давление и температура пара. Сейчас на первый план выходит гибкость. Котёл должен уверенно работать на нерасчётном топливе, если вдруг сменился поставщик угля. Должен иметь широкий диапазон нагрузок, чтобы подстраиваться под график энергосистемы. И, конечно, соответствовать всё ужесточающимся экологическим нормам по выбросам NOx и SOx.
Это приводит к усложнению схем. Внедрение ступенчатого сжигания, рециркуляции дымовых газов, систем селективной каталитической или некаталитической очистки. Всё это нужно закладывать в компоновку с самого начала. Опыт компании в разработке и проектировании нагревателей высокого давления для блоков 600 МВт и выше здесь очень кстати. Там вопросы тепловой эффективности и надёжности при высоких параметрах пара отработаны досконально, и эти наработки можно адаптировать для мощных угольных парогенераторов.
Ещё один тренд — глубокая утилизация тепла уходящих газов. Не просто подогрев питательной воды, а, например, использование его для подогрева сетевой воды в когенерационной схеме или для технологических нужд предприятия. Это требует тщательного расчёта и размещения дополнительных поверхностей нагрева, что опять же упирается в компоновочные решения и опыт проектировщиков.
Так что, возвращаясь к началу. Парогенератор на угле — это далеко не архаика. Это живой, развивающийся класс оборудования, где механика, теплотехника, материаловедение и химия процессов сплетаются воедино. Успех проекта зависит не от одного гениального расчёта, а от сотни правильных решений на каждом этапе: от выбора марки стали для конкретного узла до организации контроля на производстве и продуманной логистики.
И когда видишь комплексный подход, как в случае с ООО Сычуань Чуаньго Котлы, где под одной крышей собраны и мощное производство, и серьёзная лабораторная база, и даже своя железная дорога, понимаешь, что это не просто завод. Это, скорее, технологический институт, который свои наработки сразу воплощает в металле. Для такого ответственного оборудования, которое должно работать без остановок годами, это, пожалуй, один из самых важных факторов. Потому что в итоге всё решает не цена в контракте, а цена часа простоя из-за неучтённой мелочи.
А мелочей, как известно, в нашем деле не бывает.