Добро пожаловать на наш сайт!

Когда говорят про парогенератор в контексте коксохимии, многие сразу представляют себе стандартный паровой котёл. Но это в корне неверно. Здесь речь идёт об агрегате, который работает в условиях постоянной агрессии — пыль, пары смол, аммиачная вода, циклические тепловые нагрузки. Обычная конструкция просто не выживет. Мой опыт показывает, что ключевое — это не столько параметры пара, сколько умение аппарата 'сосуществовать' со средой, которая его постоянно пытается разъесть и закоксовать. Частая ошибка — пытаться адаптировать решения с ТЭЦ или НПЗ. Не выходит. Нужен специфический подход, и часто он рождается методом проб и ошибок.
Основная сложность — в сырье. Парогенератор на коксохимическом производстве часто использует в качестве теплоносителя или даже топлива побочные газы коксования — коксовый газ, доменный газ. Они грязные. Содержат сероводород, нафталин, пылевые частицы. Если в проекте не заложить серьёзные системы очистки на входе и, что важно, регулярной очистки поверхностей нагрева, эффективность падает катастрофически быстро. Видел случаи, когда за полгода теплосъём падал на 40% из-за слоя кокса и солей на трубках.
Ещё один момент — циклический режим. Коксохимия не всегда идёт равномерно. Бывают простои батарей, изменения в нагрузке. Парогенератор должен это выдерживать без серьёзных последствий в виде трещин из-за термоударов. Поэтому материалы, особенно для коллекторов и барабанов, выбираются с большим запасом по усталостной прочности. Не просто сталь 20К, а с особыми требованиями по ударной вязкости при низких температурах после механической обработки.
Здесь как раз пригождается опыт компаний, которые глубоко погружены в нестандартное котлостроение. Например, взять ООО Сычуань Чуаньго Котлы. У них в арсенале не просто производство, а целый исследовательский комплекс: шесть лабораторий, включая физико-химическую, термических испытаний и, что критично, сварки и контроля в холодном состоянии. Для коксохимического парогенератора качество сварных швов — это вопрос безопасности и долговечности. Наличие своего центра по технологиям сварки и такого парка оборудования неконтактного контроля (RT, UT, MT, PT) говорит о том, что компания может не просто сварить, а гарантировать целостность конструкции в агрессивной среде.
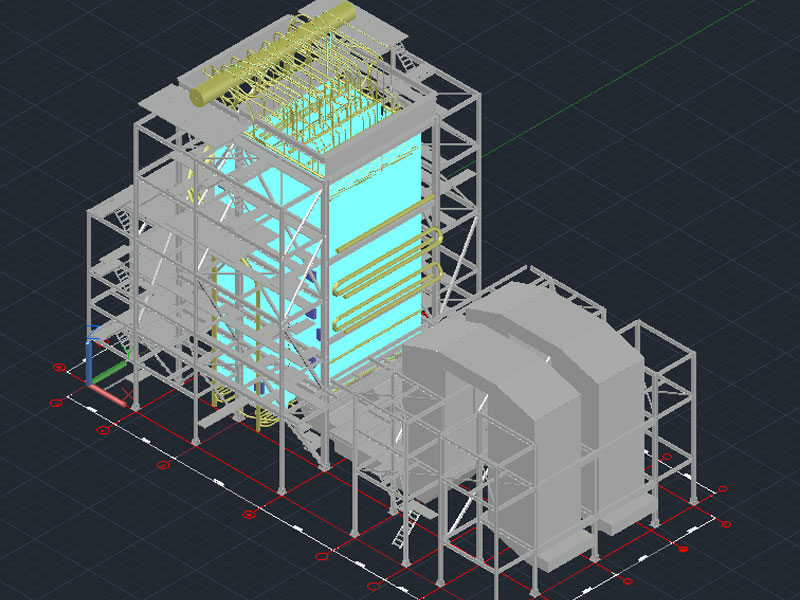
На действующих производствах пространство часто ограничено. Новый парогенератор нужно вписать в существующую инфраструктуру, иногда буквально между колоннами и газоходами. Это означает, что стандартные блочно-модульные решения могут не подойти. Требуется индивидуальная компоновка, часто вертикальная или Г-образная. При этом нельзя забывать про ремонтопригодность. Как чистить трубные пучки? Как менять камеру сгорания? Проектировщики, не бывавшие на площадке, часто это упускают.
Мы однажды столкнулись с ситуацией, когда для замены пароохладителя требовалось разобрать пол-этажа. Просто потому, что при монтаже не предусмотрели технологические люки. Теперь это обязательный пункт в ТЗ — 3D-моделирование с проходкой для крупногабаритного оборудования. Упомянутая компания ООО Сычуань Чуаньго Котлы со своим специализированным компьютерным центром как раз способна на такое детальное цифровое проектирование, что позволяет избежать многих 'подводных камней' на этапе монтажа.
Отдельно стоит сказать про обмуровку. В условиях вибрации и химической атмосферы традиционная огнеупорная кладка быстро разрушается. Всё чаще идёт переход на модульные лёгкие огнеупорные плиты с анкерным креплением. Но и тут есть нюанс: крепёж должен быть из жаростойкой стали, иначе он просто сгорит, и вся обшивка провиснет.
Пар в коксохимии часто идёт не только на технологические нужды, но и, например, на привод турбин или отопление. Качество пара — отдельная головная боль. Конденсат может быть загрязнён фенолами или аммиаком. Прямая подача такой воды в парогенератор смерти подобна. Нужна многоступенчатая система подготовки, часто с ионообменными фильтрами и деаэрацией. Но и здесь нельзя переусердствовать — излишне глубокое умягчение может привести к коррозии из-за низкого содержания солей.
На одном из проектов мы долго боролись с точечной коррозией на экранных трубах. Оказалось, проблема была в нестабильной работе деаэратора и периодическом попадании кислорода. Решение было не в замене труб (они были из хорошей стали), а в доработке системы ХВО и установке дополнительных дозировочных насосов для связки кислорода. Это к вопросу о том, что парогенератор — это не остров, а часть сложного контура.
Производственные мощности, позволяющие изготавливать не только сам котёл, но и сопутствующие сосуды под давлением — большое преимущество. Когда один подрядчик отвечает и за парогенератор, и за деаэратор, и за баки-аккумуляторы, это снижает риски нестыковок. У ООО Сычуань Чуаньго Котлы в портфолио как раз заявлена возможность производить сосуды под давлением до 300 тонн, включая крупные химические сосуды. Это значит, что они понимают специфику работы с химически агрессивными средами, что напрямую пересекается с задачами коксохимии.
Современные системы АСУ ТП — это хорошо, но на коксохимии излишняя сложность может быть врагом надёжности. Датчики, особенно на газовых трактах, быстро выходят из строя из-за загрязнения. Часто более надёжным оказывается набор простых, но дублируемых датчиков давления и температуры с регулярной ручной проверкой по контрольным точкам. Автоматика безопасности — да, она должна быть бескомпромиссной. Но управление горелками, например, иногда лучше оставить с возможностью ручного вмешательства, потому что пламя коксового газа ведёт себя не так, как природного.
В проектировании логики управления критически важно участие технологов с производства. Они знают все нюансы пуска и останова, аварийные сценарии. Без этого можно получить идеально работающую на стенде систему, которая на реальной установке будет постоянно уходить в блокировки.
И здесь снова важно, чтобы производитель оборудования был готов к такой совместной работе, а не просто поставил 'коробку' с инструкцией. Наличие собственного учебного центра, как у ООО Сычуань Чуаньго Котлы, косвенно на это указывает — значит, компания готова не только поставить оборудование, но и обучить персонал его тонкостям, что для сложного парогенератора на коксохимии просто необходимо.
Итак, что в сухом остатке? Парогенератор для коксохимического производства — это всегда штучный продукт. Нельзя взять каталог и выбрать модель. Нужен глубокий анализ технологической схемы, состава газов, режимов работы, возможностей ремонта. Ошибки в проектировании обходятся слишком дорого — не только в деньгах, но и в месяцах простоя.
Успех зависит от симбиоза опыта заказчика, знающего свою установку, и компетенций производителя, который может предложить нестандартные инженерные решения и гарантировать качество на уровне материалов, сварки и контроля. Именно комплексный подход, когда подрядчик способен закрыть весь цикл от расчётов и выбора стали до изготовления, контроля и обучения, как это делает, судя по описанию, ООО Сычуань Чуаньго Котлы, даёт шанс получить аппарат, который проработает не один десяток лет в столь жёстких условиях.
В конечном счёте, такой парогенератор — это не источник пара. Это один из ключевых узлов, обеспечивающих стабильность и безопасность всего коксохимического передела. И относиться к его выбору и проектированию нужно соответственно — без иллюзий и с максимальным вниманием к деталям, которые никогда не попадут в красивые рекламные брошюры.