Добро пожаловать на наш сайт!

Когда говорят про котел на отходящих газах крекинга, многие сразу представляют себе стандартный утилизационный теплообменник — поставил на выходе из печи и греешь воду. На деле, это один из самых сложных в проектировании и эксплуатации типов котлов-утилизаторов. Потому что газы крекинга — это не просто горячий дым. Это коксовая пыль, непредсказуемые колебания температуры и состава, высокий энтальпийный потенциал, который нужно не просто снять, а сделать это надежно, без остановок на очистку каждые две недели. И главная ошибка — пытаться сэкономить на материалах или упростить компоновку. Платишь потом бесконечными простоями.
Здесь нельзя брать типовой проект. Состав отходящих газов после пиролиза или каталитического крекинга — это смесь водяного пара, CO, CO2, легких углеводородов, но главное — твердые частицы кокса. Они абразивны и имеют свойство спекаться на поверхностях нагрева. Если принять скорость газа или конструкцию газоходов по стандартам для, скажем, дымовых газов ТЭЦ, то закоксовывание и эрозия труб гарантированы уже через несколько сотен часов.
Поэтому первый принцип — это всегда индивидуальный тепловой и аэродинамический расчет под конкретную установку. Нужно знать не только температуру на входе (а она может быть и 900°C, и 1100°C), но и ее возможные скачки, распределение частиц по фракциям, потенциальные зоны конденсации агрессивных компонентов. Часто проектировщики из других областей недооценивают важность правильного выбора шага труб в конвективной шахте и конструкции самих труб — иногда приходится идти на применение специальных профилей или оребрения, но с оглядкой на склонность к загрязнению.
Вот реальный случай из практики: на одной из установок заказчик настоял на максимально компактной компоновке для экономии места. Сжали газоходы, увеличили скорость. В теории — выше КПД. На практике — через месяц работы резко упала паропроизводительность. Вскрытие показало монолитные отложения кокса в узких местах, очистка механическим способом была почти невозможна. Пришлось останавливать линию. Урок: для котла на отходящих газах крекинга запас по сечениям и доступ для ревизии/очистки — не роскошь, а необходимость.
Основа надежности — это правильно выбранная сталь. Для высокотемпературных участков, особенно экранных поверхностей в радиационной камере, часто идут на применение аустенитных нержавеющих сталей, устойчивых к высокотемпературной коррозии и ползучести. Но здесь есть нюанс: такие стали имеют другой коэффициент теплового расширения по сравнению с низколегированными сталями каркаса. Узлы крепления, компенсаторы — все это требует тщательной проработки, иначе появятся трещины.
Второй ключевой момент — система очистки. Сейчас практически стандартом стали паровые или акустические сажеобдувки. Но их расположение и режим работы — это искусство. Нужно смоделировать потоки, чтобы ударная волна или струя пара эффективно сбивали отложения, но при этом не вызывали локального переохлаждения труб и термических напряжений. Мы в своих проектах всегда закладываем избыточное количество блоков обдува, но с возможностью отключения отдельных линий для гибкой эксплуатации.
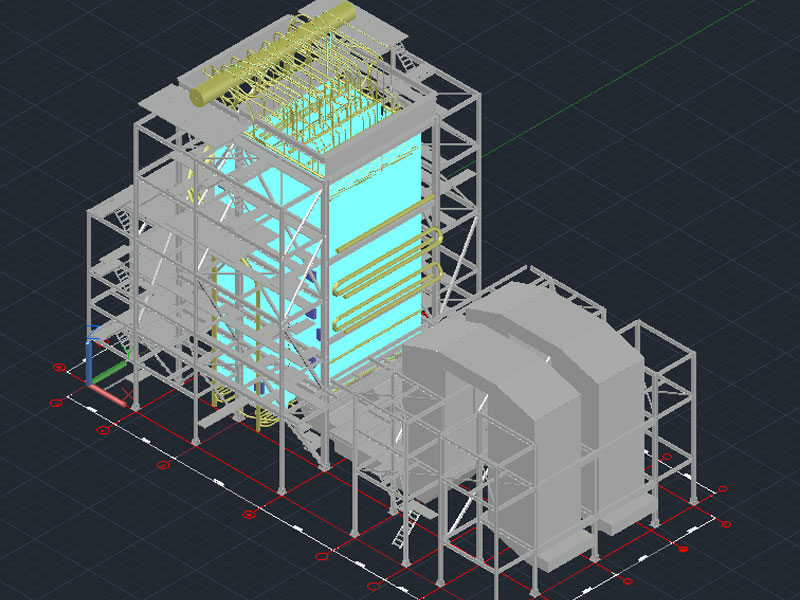
И третий момент — компоновка самого котла утилизатора. Часто его пытаются вписать в существующую инфраструктуру, что ведет к сложным, многооборотным газоходам. Это убийственно для равномерного потока и ведет к локальному закоксовыванию. Идеально — это максимально прямолинейный поток от входа к дымососу. Но на действующих производствах это редко достижимо, поэтому каждый поворот должен быть максимально пологим, с установкой направляющих лопаток. Это та область, где компьютерное моделирование (CFD) стало незаменимым инструментом. В нашей компании, ООО Сычуань Чуаньго Котлы, для таких задач используется собственный специализированный вычислительный центр, что позволяет на этапе проектирования увидеть и устранить проблемные зоны.
Котел на отходящих газах — не автономная единица. Он жестко завязан на режим работы основной технологической установки. Любой сбой в печи крекинга — скачок температуры, падение расхода, выброс несгоревшего сырья — немедленно бьет по котлу. Поэтому система управления должна быть глубоко интегрирована с АСУ ТП всего узла. Недостаточно просто регулировать подачу питательной воды по давлению пара. Нужны предиктивные алгоритмы, которые по косвенным признакам (например, изменение перепада давления в газоходе) могут предсказать начало интенсивного загрязнения и скорректировать режим обдува или даже дать сигнал оператору крекинга.
Особый вопрос — безопасность. Потенциальный взрыв из-за скопления несгоревших углеводородов или СО. Обязательны взрывные клапаны в ключевых точках, причем рассчитанные не на сухую теорию, а на реальную среду с пылью. Система продувки инертным газом перед пуском — обязательна. Мы всегда настаиваем на проведении детального HAZOP-анализа (анализа опасностей и работоспособности) для всего узла в сборе, а не для котла отдельно.
Здесь как раз пригождается наш опыт в области сосудов давления, в том числе для ядерной энергетики. Подход к документации, расчетам на прочность, контролю качества сварных швов — такой же строгий. Все сварные соединения категорий А и Б проходят 100-процентный контроль неразрушающими методами: радиографический (RT), ультразвуковой (UT). Для выявления поверхностных дефектов используем магнитопорошковый (MT) и капиллярный контроль (PT). На площадке https://www.cgboiler.ru можно увидеть, что этот контроль — не формальность, а часть производственной культуры, подкрепленная шестью лабораториями, включая лабораторию сварки и неразрушающего контроля.
Даже идеальный проект можно загубить на монтаже. Особенно с крупногабаритными блоками. Мы, имея в своем распоряжении более 60 единиц прецизионного и крупногабаритного оборудования, стараемся максимум узлов собирать на заводе, проводить предмонтажную сборку и испытания. Это снижает риски на площадке. Но для котлов утилизаторов критически важен монтаж обмуровки и теплоизоляции. Неплотности ведут к подсосам холодного воздуха, локальному охлаждению газов, конденсации и, как следствие, низкотемпературной коррозии.
Пусконаладка — это отдельная история. Ее нельзя проводить по шаблону. Первый пуск после монтажа — всегда на инертном газе (азоте) для проверки плотности и работы вспомогательных систем. Затем осторожный ввод под реальные газы, но на пониженных параметрах. Мы всегда настаиваем на присутствии наших инженеров на этом этапе. Нужно снять фактические температурные поля, проверить работу расширений, записать вибрации. Часто по результатам первых суток работы требуется тонкая корректировка алгоритмов управления и режимов обдува.
Один из показательных моментов — работа дымососа. Он должен справляться не только с расчетным режимом, но и с возможным повышенным сопротивлением из-за загрязнений. И здесь часто возникает конфликт интересов: энергетики хотят двигатель поменьше, для экономии, а технологи понимают, что нужен запас. Наше мнение, основанное на опыте, — запас по мощности и напору дымососа для таких установок должен быть не менее 15-20%. Экономия на киловаттах потом оборачивается потерями тонн пара в час при вынужденном снижении нагрузки крекинга.
Поставка котла — это только начало истории. Наиболее частая причина выхода из строя — эрозия труб в зонах с высокой концентрацией твердых частиц. Поэтому график плановых остановок для инспекции должен быть составлен с учетом именно этой специфики. Мы рекомендуем первую полную внутреннюю ревизию через 6-8 месяцев непрерывной работы, даже если параметры в норме. Нужно замерить остаточную толщину стенок в контрольных точках, особенно в зонах поворотов и на первых рядах конвективных пучков.
Еще один момент — доступность запасных частей. Использование специальных сталей означает, что обычный сортамент с ближайшего склада не подойдет. Наша компания, обладая полным циклом от разработки до производства, всегда формирует рекомендованный складской запас ключевых элементов для каждого поставленного объекта. Это могут быть калачи, коллекторы, отдельные трубы из специфических марок стали. Это не попытка продать лишнее, а практическая мера для минимизации простоя.
В конечном счете, успешная эксплуатация котла на отходящих газах крекинга — это синергия трех составляющих: грамотного, нешаблонного проектирования, безупречного изготовления с тотальным контролем (как это организовано на наших производственных филиалах по трубам и емкостям) и понимающей, технически подкованной эксплуатационной службы на стороне заказчика. Когда все три звена работают, такой котел перестает быть 'головной болью' и становится надежным источником энергоэффективности на долгие годы. Именно к такому результату мы и стремимся в каждом проекте.